服务热线

网络加工可免去长丝上浆或加捻工序,网络丝质量的主要评价指标有交络数、交络规则性和交络强度[1]。其中交络强度是指网络丝受到外力后交络部不解体的能力,织造时如果交络强度太大,织造完毕后,布面上残留交络结太多,影响布面质量,反之,如果交络强度太小,织造还未完成交络结就已解体,引起长丝断头使织造无法进行。笔者已对交络强度的评价方法进行一些研究[2~3]。文中利用一种能周期性地对网络丝施加动态张力的装置,通过测定受力后网络丝上的残留交络数计算出网络丝的交络强度。分析了动态张力对交络强度的影响。用喷水织机对网络丝进行织造,分析布面残留交络结情况,比较仪器测定数值与布机实际织造时的情况,定量地阐明布机造明所需的网络丝交络强度和织造终了时网络结完全解体的条件。
试验装置和方法
用丝道直径为2.8mm、气道直径为1.4mm的网络器[4],经网络加工的150D/48f涤纶长丝为试料丝,网络加工参数为:空气压力p=0.4MPa,喂人率=3%,丝速v=600m/min。
交络强度测试仪如图1所示,图1纱线的一端悬挂重物①,通过滑轮②和摩擦片④、⑤后,安装于固定夹头③上,张力传感器也安装在③上。摩擦片由1枚中央摩擦片⑤和2枚两端摩擦片④组成,通过调节3枚摩擦片的相对位置可改变受摩擦部分纱线的屈曲角σ。实验时3枚摩擦片连成一体左右移动,辅以纱线动态张力。⑥为机架,实验数据通过传感器输人计算机进行记录和分析[5~6]。
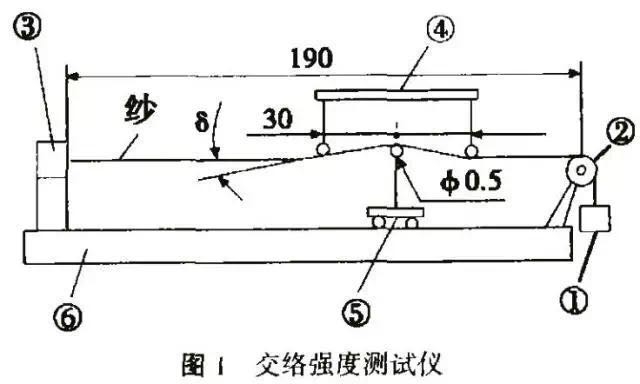
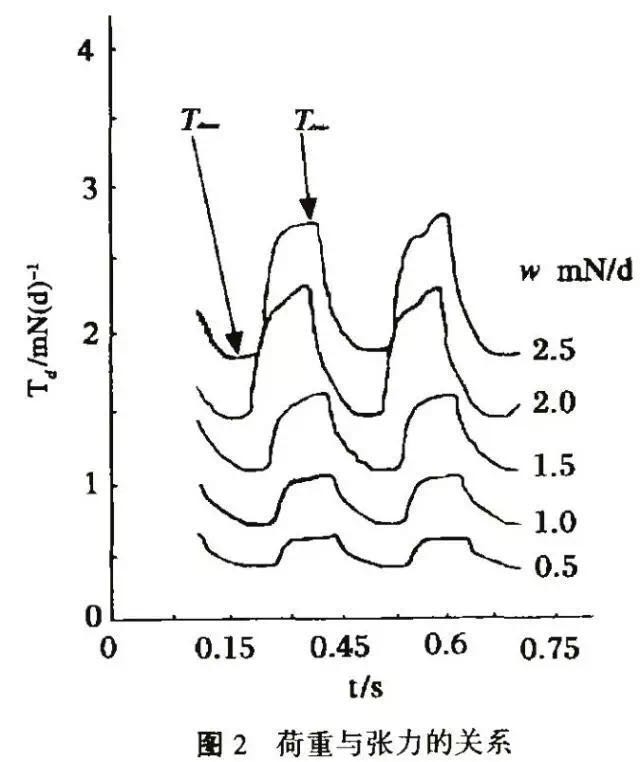
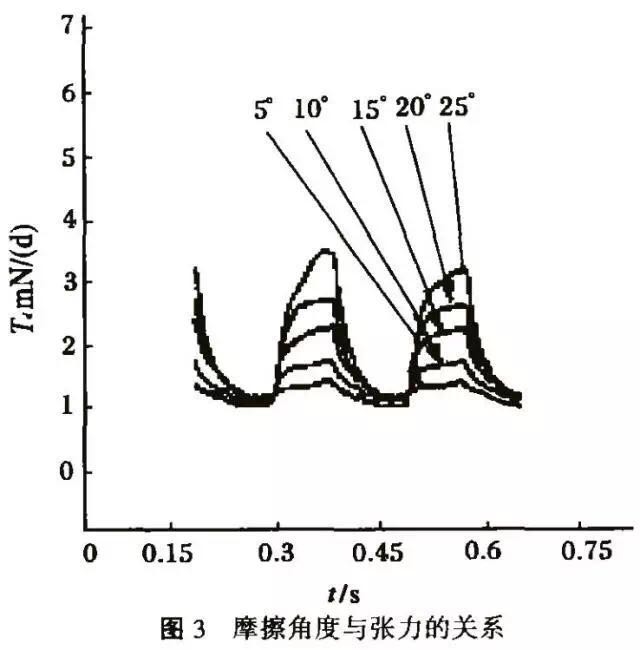
图2和图3为实验时张力仪所测得的张力曲线如。其中图2是屈曲角σ不变,重物ω不同时的张力。图3是重物ω不变,屈曲角σ不同时的张力。其中如图2所示定义^大张力Tmax、^小张力Tmin,平均 T=(Tmax+Tmin)/2,张力差Tɑ=(Tmax-Tmin)/2。由图可知,平均张力与重物ω的数值非常相近,由于ω是静态张力,所以可以认为平均张力代表了张力的静态组分。同时若张力差为0,则张力曲线为一条直线,即动态张力变成静态张力,因此认为张力差代表张力的动态组分。由两图还可知,通过改变ω和σ的值可以调节赋予纱线张力的^大和^小张力,从而满足实验所需的张力要求。
网络丝的动态交络强度的测试方法如下:利用上述交络强度测试仪对交络数为N的网络丝施加动态张力,然后测定受力后网络丝上的残留交络数Nrd,则定义网络丝的动态交络强度St=Nrd/N100%。
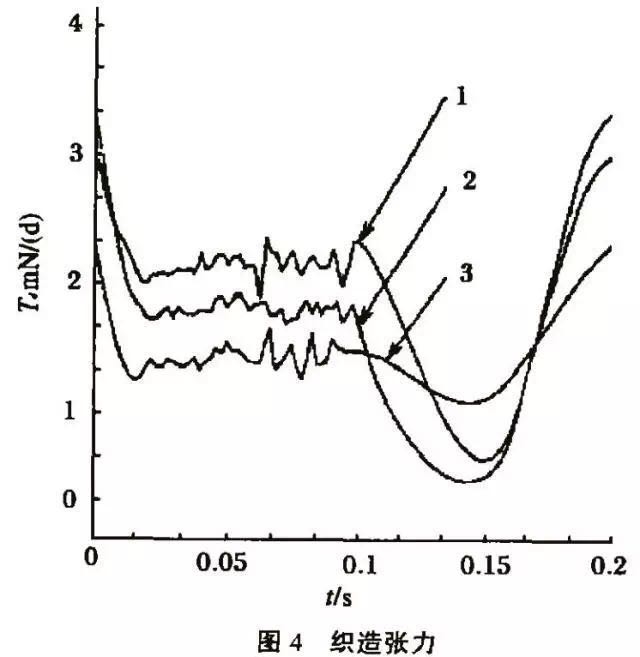
所用GD761-150型喷水织机的车速300r/min,对上述的试料进行织造,通过设备调节改变其织造张力。将张力传感器安装于喷水织机的后梁与综丝之间,在织造中测试张力,并将测试数据输人计算机。图4为实测的三种织造张力,其中1、2、3的^大张力分别为3.1mN/d、3.3mN/d、2.3mN/d,^小张力分别是0.8.1mN/d、0.6mN/d、1.2mN/d,平均张力分别是1.95mN/d、1.95mN/d、1.75mN/d,张力差分别是1.15mN/d、1.35mN/d、0.55mN/d。很显然^大张力发生在打纬时,^小张力出现在综平时。以经纱从织轴上退绕出来为受力开始时间,经纱被织成布为受力终了时间,实测得经纱受力时间为13.4min。
将织造前交络数为N的网络丝织造成织物,然后测定织物中的长丝上残留的交络数Nrj,则定义网络丝的织造交络强度Stj=Ntj/N100%。
结果与考察
2.1 网络丝的动态交络强度
图5表示利用图1所示的测试仪器所测得的网络丝的动态交络强度St和摩擦力作用时间t1的关系,平均张力Td和张力差Tɑ为参数,由图可知,随着t1的增加,动态交络强度St减少。其中曲线1、2的变化趋势比较相近,这是因为作用于该两条曲线上的张力差Tɑ=0相同,只有平均张力Td的不同的缘故。其次,曲线3、4的变化趋势也比较相近,这同样是因为作用于该两条曲线上的张力差Tɑ=0.7mN/d相同,只有平均张力Td不同的原因。表明无论Tɑ和t1的数值如何,Td的变化St对的影响程度基本相同。因为动态张力可以分解成相互独立的静态组分和动态组分[3]的原因。由图还可知,随着Td的增加,动态交络强度St的减少幅度很小,表明平均张力对动态交络强度的影响是有限的。

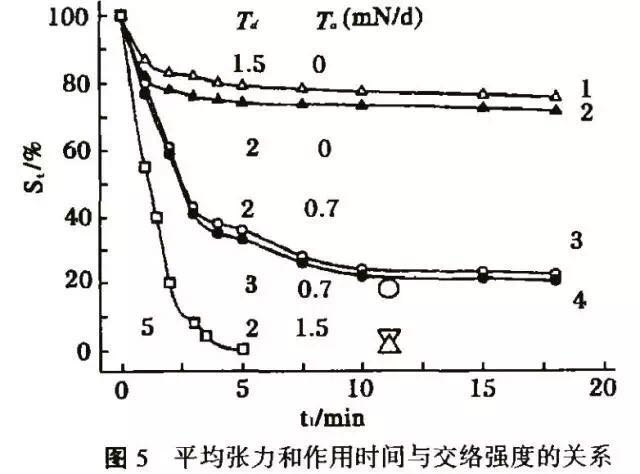
比较所有曲线的变化趋势,随张力差Tɑ和摩擦力作用时间t1的增加,交络强度减少较多,说明张力差和摩擦力作用时间对动态交络强度的影响较大。因为网络结是由长丝中单纤维相互弯曲、纠缠而构成[7],网络结的解体必须使长丝中的单纤维产生滑移并伸直,在张力作用下,一方面使长丝中的单纤维产生伸直的趋势,促使网络结解体,另一方面由于长丝中单纤维的张力增加,从而使单纤维间的摩擦力增加,阻碍网络结的解体[8]。当张力是静态组分(平均张力)时,由于张力没有松弛时间,单纤维难以产生滑移和伸直,网络结不易解体,所以平均张力对动态交络强度的影响较小。当张力是动态组分(张力差)时,由于张力不断地变化,使单纤维有了松弛时间以产生滑移和伸直,网络结容易解体,所以张力差对动态交络强度的影响较大。
由曲线5还可知,当张力差Ta=1.5mN/d时,随着t1的增加,动态交络强度St迅速减少,当t1=5min时,St已降为0,即网络结已在张力的作用下完全解体。其张力差和作用时间的值显示了网络结完全解体所必须具备的条件。
2.2 网络丝的织造交络强度
图5中的△、▽、○分别表示在图3所示的1、2、3种经纱张力条件下,网络丝的织造交络强度Stj。由图5知,△、▽、○均位于t1=13.4min处,这是因为在同一台织机上,用相同的车速进行织造时,经纱(网络丝)从织轴上退绕出来到织成织物为止所用的时间相同,因而受到力的作用时间相同的缘故。其中△、▽位于平均张力Td=2mN/d、张力差Tɑ=1.0mN/d的曲线上,△、▽的数值比较相近,这是因为作用于△、▽上的平均张力(1.95mN/d)和张力差(分别为1.15、1.35mN/d)与上述值基本相近的原因。由此看出,虽然仪器测定数值与布机实际织造时的情况略有差异,但实际织造中影响交络强度的主要因素(张力差、作用时间)与仪器测定结果一致。说明实际织造中的张力差是影响交络强度的主要因素。
由图5可知,▽、△的织造交络强度Stj基本为0,说明在该种条件下,织造完毕后交络结已解体,布面上没有残留交络结。而○位于张力差Tɑ=0.5mN/d、t1=15min处的曲线下方,平均张力Tɑ=1.75mN/d,并且○的织造交络强度Stj为19%,说明在该种条件下,织造完毕后,交络结没有完全解体,布面上有残留交络结,这是因为作用于○上的张力差较小(0.55mN/d)的原因。
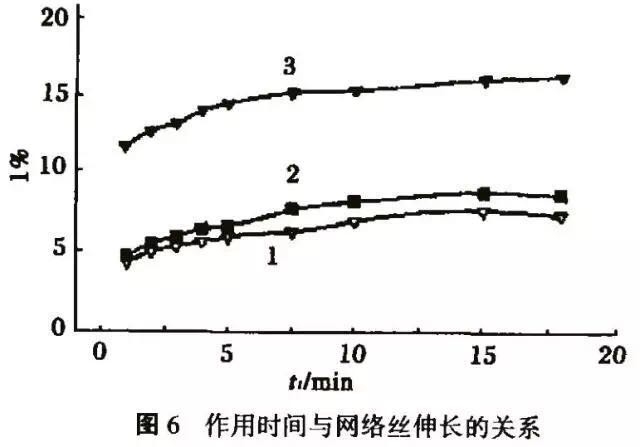
图6中的曲线1、2、3分别表示在图3所示的1、2、3种经纱张力条件下所织造织物中的网络丝在恒定张力作用下随时间变化的伸长率。其中恒定张力按静态交络强度测定法[2]取15mN/d。由图可知,随着t1的增加,其中曲线1、2的变化趋势比较缓慢,且伸长值也较少,这是因为织造完毕后交络结已基本解体的缘故。曲线3随着t1的增加变化较大,伸长值也较大,这是因为织造完毕后长丝中还有较多残留交络结,在张力的作用下逐渐解体使伸长率增加的缘故。这表明织造完毕后长丝中的残留交络结对织物尺寸的稳定性有一定的影响。综上所述,网络丝在织造的开口、打纬等过程中,受到综丝、钢筘等机件的摩擦、拉伸、曲屈的作用,使交络结解体,织造终了时网络结完全解体的条件是张力差和作用时间达到一定值以上。本研究条件下的值为1.15mN/d和13.4min。
结论
1. 动态张力可分解成相互独立的静态组分和动态组分,静态组分对交络强度的影响较小,动态组分对交络强度的影响较大。
2. 织造中网络丝受到的张力动态组分和作用时间对交络强度影响与本研究使用的实验仪器测试的结果一致,是影响交络强度的主要因素。
3. 织造终了时网络结完全解体的条件是张力动态组分和作用时间达到一定值。本研究条件下的值为1.15mN/d和13.4min。
4. 织造完毕后长丝中的残留交络结对织物尺寸的稳定性有一定的影响。

")
")

")

")

")